Китай: инновации в производстве XPS плит?
2026-02-18
- Что на самом деле скрывается за ?инновациями?
- Оборудование: между ?европейским качеством? и местной реальностью
- Сырьё и его капризы: гранулы полистирола как главный герой
- Контроль качества: не только лаборатория, но и глаз оператора
- Экология и экономика: куда дует ветер
- Вместо заключения: куда двигаться дальше?
Когда говорят про инновации в XPS в Китае, многие сразу думают про автоматизацию или новые формулы. Но реальность часто сложнее — это не только про оборудование, но и про то, как его заставить работать в местных условиях, с местным сырьём. Часто упускают из виду саму логику процесса, где мелочи вроде регулировки температуры экструдера или выбора порообразователя решают всё. Вот об этом и хочу порассуждать, без глянца.
Что на самом деле скрывается за ?инновациями?
В последние лет пять термин ?инновации? в контексте производства XPS плит стал чем-то вроде мантры. Приезжаешь на завод — показывают новую линию, говорят про увеличение производительности. Но если копнуть, часто оказывается, что это та же базовая экструзионная установка, просто с более умным контроллером. Сама физика процесса-то не поменялась. Инновация ли это? Скорее, эволюция. Настоящий скачок я видел не в железе, а в подходе к рецептуре. Например, переход на более экологичные порообразователи — это не просто ?зелёный? пиар. Это перестройка всего цикла: температуры, давления, скорости охлаждения. И не всегда с первого раза получается.
Был у меня опыт на одном из предприятий в Аньяне — пытались внедрить новый тип порообразователя, чтобы снизить теплопроводность готовой плиты. По паспорту всё идеально. На практике — плита начала ?плыть? по краям, геометрия страдала. Месяц ушёл на то, чтобы методом проб подобрать нужную скорость вытяжки и температуру в калибровочной зоне. Вот это и есть инновация на месте — не внедрение, а адаптация. Кстати, многие успешные китайские производители, как ООО Хэнань Синь Фэншуо Строительная Техника (те самые, за брендом ?Айцзябао?), прошли через подобные эксперименты. На их сайте xinfengshuo.ru можно найти не только каталог, но и техдокументацию, где иногда проскальзывают нюансы по настройкам — чувствуется, что люди с производственным опытом писали.
Ещё один момент, который редко обсуждают открыто, — это работа с вторичным сырьём. Не с тем, что переплавлено, а с гранулятом, который имеет разную степень деполимеризации. Под него нужно тонко настраивать экструдер, иначе прочность на изгиб будет ?скакать?. Инновация здесь — это не покупка нового миксера, а разработка собственной методики смешения партий. Знаю, что некоторые заводы в том же Аньяне держат такие методики в строжайшем секрете. Это их конкурентное преимущество, куда более важное, чем новый логотип.
Оборудование: между ?европейским качеством? и местной реальностью
Много шума вокруг импортных линий. Да, немецкое или итальянское оборудование даёт стабильность. Но его цена и, главное, требования к обслуживанию часто не соответствуют ритму и бюджету среднего китайского завода. Поэтому появился целый пласт местных производителей станков, которые делают упор не на абсолютную точность, а на ремонтопригодность и возможность быстрой переналадки. Это, по-своему, инновация — создание техники для конкретного рынка.
Работал с одной такой локальной линией по производству XPS плит. Валки калибратора были не из самой твёрдой стали, поэтому их приходилось чаще шлифовать. Но зато весь узел был спроектирован так, что замена занимала не восемь часов, а полтора. Для производства, где часто переключаются между разными толщинами плит, это критически важно. Производительность в штуках в час может быть чуть ниже, но общая эффективность за месяц — выше из-за минимальных простоев. Европейские инженеры такое решение, возможно, сочли бы кустарным, но оно работает.
А вот с системами точного дозирования добавок (антипирены, красители) у местных производителей до сих пор проблемы. Часто стоят простые объёмные дозаторы, которые чувствительны к влажности и плотности порошка. В итоге цвет плиты в разных партиях может немного отличаться. Клиенты, которые гонятся за идеальным эстетическим соответствием, иногда жалуются. Решение видят в переходе на весовые дозаторы, но это снова история про стоимость и сложность. Пока что это — точка роста.
Сырьё и его капризы: гранулы полистирола как главный герой
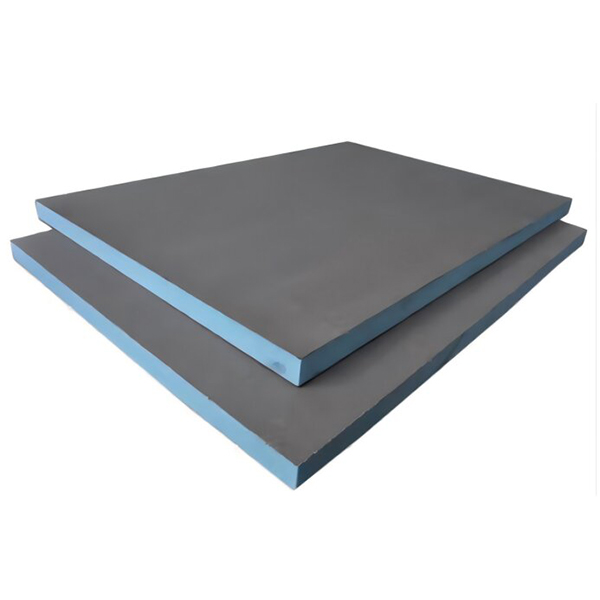
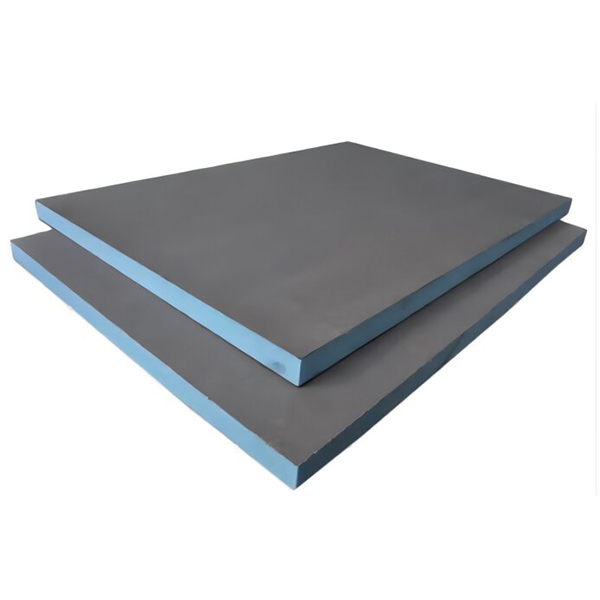
Всё начинается с гранул. Казалось бы, товар биржевой, бери любой. Но для XPS важна не только чистота, но и молекулярно-массовое распределение. Если в партии есть фракция с низкой молекулярной массой, она будет слишком быстро плавиться в экструдере, создавая локальные перегревы и нарушая однородность вспенивания. Это та самая причина, по которой готовая плита иногда имеет ?пузыристую? внутреннюю структуру, видимую на срезе.
Крупные игроки, такие как ООО Хэнань Синь Фэншуо Строительная Техника, давно это поняли и работают с ограниченным кругом проверенных поставщиков сырья, а иногда и сами его тестируют. На их сайте в разделе о продукции теплоизоляции Айцзябао акцент делается на стабильности характеристик — и это не пустые слова. За этим стоит жёсткий входной контроль. Мелкие же цеха часто берут что подешевле, а потом борются с последствиями, добавляя больше стабилизаторов. Это тупиковый путь — страдает и экология процесса, и конечная прочность плиты.
Интересный тренд последних лет — эксперименты с добавлением в сырьё мелкодисперсных наполнителей, например, талька или графита. Цель — улучшить огнестойкость или ещё больше снизить теплопроводность. Но здесь возникает дилемма: наполнитель может играть роль нуклеирующего агента, способствуя образованию более мелких ячеек (это хорошо), но одновременно он повышает вязкость расплава, требуя повышения температуры экструзии (это риск деградации полимера). Баланс найти очень сложно. Слышал, что в исследовательском центре при одном из заводов в Аньяне потратили почти год, чтобы подобрать оптимальную дисперсность и процент ввода графита. И это ещё без гарантии, что технология будет экономически оправдана при масштабировании.
Контроль качества: не только лаборатория, но и глаз оператора
Много говорят про автоматический контроль толщины, плотности, ровности. Но на многих производствах до сих пор решающую роль играет опытный оператор на выходе линии. Он по звуку, с которым плита выходит из калибратора, по её ?поведению? на конвейере может определить начинающиеся проблемы ещё до того, как лаборатория возьмёт образец. Это не архаика, а практическая необходимость. Потому что датчики измеряют параметры в точке, а оператор видит процесс в динамике.
Например, если плита начинает чуть загибаться ?лодочкой? — это может быть признаком неравномерного охлаждения в верхней и нижней частях калибратора. Автоматика зафиксирует отклонение по толщине, но причину не укажет. А оператор, видя характер деформации, сразу даёт команду проверить температуру или расход воды в конкретном контуре охлаждения. Формализовать этот опыт в инструкцию почти невозможно. Это знание, которое передаётся от смены к смене.
Лабораторные же тесты, конечно, незаменимы для сертификации и проверки ключевых параметров вроде прочности на сжатие или водопоглощения. Но здесь тоже есть нюанс. По ГОСТу или ISO образцы выдерживают в определённых условиях перед испытанием. На практике же плита сразу после производства и плита, пролежавшая на складе неделю, могут показывать разную прочность из-за остаточных напряжений и продолжения процесса газообмена в ячейках. Поэтому грамотные производители всегда тестируют ?выдержанную? продукцию. Насколько я знаю, на предприятии ?Айцзябао? (xinfengshuo.ru) этому уделяют особое внимание, что видно по стабильным отгрузкам крупным строительным компаниям.
Экология и экономика: куда дует ветер
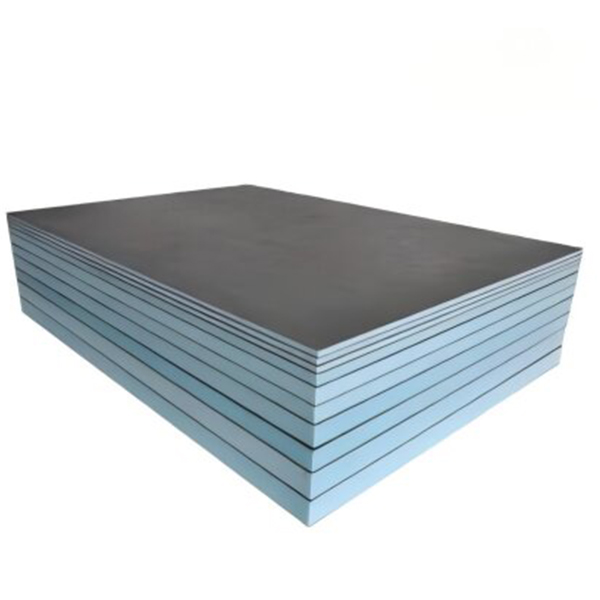
Давление в сторону ?зелёных? технологий растёт. И речь не только о порообразователях. Вопрос утилизации обрезков и брака стоит очень остро. Самый простой путь — перемолоть и добавить в сердечник плиты. Но это ухудшает прочность. Более продвинутый — использовать специальные линии для регрануляции прямо на заводе, но это огромные капиталовложения. Многие идут по пути создания замкнутого цикла в рамках одного цеха: обрезки дробят, смешивают с первичным сырьём в строго определённой пропорции и пускают на производство плит более низкой марки, например, для утепления полов по грунту, где требования к прочности ниже.
Это, кстати, тоже инновация — не технологическая, а управленческая. Нужно выстроить логистику внутри цеха, организовать хранение и дозирование дроблёнки, не нарушая основной процесс. Не у всех получается. Видел цеха, где горы обрезков просто скопились в углу, потому что система переработки не была продумана изначально. Экономический эффект от экономии сырья съедался затратами на место и вторичную обработку.
Второй тренд — снижение энергопотребления. Самый энергоёмкий процесс — это экструзия. Здесь экспериментируют с рекуперацией тепла от охлаждающих ванн или системой подогрева сырья за счёт тепла от двигателей. Звучит мелочно, но на масштабе завода в 5-10 линий экономия получается существенная. Опять же, это не про покупку волшебного оборудования, а про инженерную культуру, про постоянные мелкие улучшения. У тех, кто этим занимается всерьёз, как у упомянутой компании из Аньяна, себестоимость в итоге оказывается более конкурентной, даже если цена на сырьё растёт.
Вместо заключения: куда двигаться дальше?
Если резюмировать, то инновации в производстве XPS в Китае сегодня — это не прорывные открытия, а глубокая оптимизация и адаптация. Фокус сместился с ?сделать больше? на ?сделать стабильнее, дешевле и с учётом экологии?. Будущее, на мой взгляд, за гибридными решениями: возможно, за комбинированием XPS с другими материалами в единой панели прямо на выходе из экструдера, что позволит создавать готовые строительные системы. Или за умными добавками, которые меняют свойства плиты в зависимости от условий (например, регулируют паропроницаемость).
Но для этого нужны не только деньги, но и кадры, которые понимают не только машины, но и химию процесса. Пока что такой симбиоз встречается редко. Часто технологи и механики работают в разных мирах. Успешные компании как раз ломают эту стену. Судя по тому, как детально прописаны процессы на сайте ООО Хэнань Синь Фэншуо, они на этом пути. Их опыт с теплоизоляцией Айцзябао — хороший пример того, как можно расти не только в объёмах, но и в глубине понимания собственного производства.
Так что, отвечая на вопрос в заголовке: да, инновации есть. Но они не кричащие. Они в деталях, в ежедневной работе, в умении слушать материал и оборудование. И в этом, пожалуй, и заключается главное китайское ноу-хау последнего десятилетия в этой отрасли.